Lift staalkabel van LKS
Samenvatting: de lift staaldraad verwijst hoofdzakelijk naar de kabel van het tractiestaal. De trekkabel draagt al het gewicht van de lift, en tijdens de werking van de lift buigt deze in één richting of afwisselend rond het aandrijfwiel, het geleidingswiel of het anti-kabelwiel. De staalkabel draagt ook een hoge specifieke druk in de kabelgroef, dus de staalkabel moet een hoge sterkte, flexibiliteit en slijtvastheid hebben. Dit document analyseert de belangrijkste factoren die van invloed zijn op de vermoeiingslevensduur van de installatie, het gebruik, het onderhoud en het productieproces van de staalkabel.

De staalkabel is een dragend element in de lift, dat bijna al het gewicht van de lift draagt. De kwaliteit van de staalkabel heeft een directe invloed op de veiligheid van de liftwerking. Tijdens de werking van de lift wordt de staalkabel in één richting of afwisselend rond het aandrijfwiel, het geleidewiel en het anti-kabelwiel gebogen. De staaldraadkabel draagt een hoge specifieke druk in de kabelgroef, dus de staaldraadkabel voor de lift moet een hoge sterkte, flexibiliteit en slijtvastheid hebben.
De staalkabel is over het algemeen een cirkelvormige strengstructuur, die voornamelijk bestaat uit een staaldraadstreng en een kabelkern. Staaldraad is het basisbestanddeel van staalkabel, dat een hoge sterkte en taaiheid vereist. De streng van staaldraad is gemaakt van staaldraad, meestal 8 tot 9 strengen. De kern is meestal gemaakt van sisalvezel of synthetische vezel van alkeen.
De factoren die de levensduur van staalkabel voor liften beïnvloeden, omvatten voornamelijk de volgende aspecten: veiligheidsfactor van tractiestaalkabel, trekbelasting van staalkabel, buigradius van staalkabel in gebruik, materiaal en groeftype van tractiewiel, materiaal en draaien kwaliteit van staalkabel zelf, smering van staalkabel, gebruik en onderhoud van staalkabel, enz.
1. Veiligheidsfactor van tractiedraadkabel:
De veiligheidsfactor van de lift hangt gedeeltelijk af van de veiligheidsfactor van: tractie staaldraad. Er zijn statische en dynamische belastingen bij de werking van liftdraadkabel, maar de belangrijkste factor die de levensduur van staaldraadkabel beïnvloedt, is statische belasting. In praktische toepassing wordt, om de berekening te vereenvoudigen, alleen statische belasting in aanmerking genomen voor praktische berekening. De diameter van staaldraad voor lift is erg belangrijk. Om de sterkte van staaldraad te verbeteren en de levensduur te verlengen, moet de diameter van staaldraad de meest geschikte maat zijn. Voor de berekening van de veiligheidsfactor wordt de overeenkomstige veiligheidsfactor berekend volgens de nationaal goedgekeurde norm door de diameter van staaldraad te selecteren, om de veiligheidsprestaties van staaldraad voor lift te garanderen. De levensduur van het touw.
2. Trekbelasting van staalkabel
De trekbelasting is de belasting die de liftkabel draagt tijdens de werking van de lift en de variatie in zijn beweging. In een goed onderhouden en debugged lift, zou de belasting van elke staalkabel in het operatieproces in principe hetzelfde moeten zijn. Als de spanning van elk touw ongelijk is tijdens gebruik als gevolg van onjuist onderhoud van de staalkabel, zal de drukspanning tussen een of meerdere staalkabels en de wielgroef aanzienlijk toenemen, wat de slijtage van de staalkabel zal versnellen en direct de levensduur van de staalkabel. Daarom is in de toezicht- en inspectieregels voor liften duidelijk bepaald dat de afwijking tussen de trekkabelspanning en de gemiddelde waarde niet meer dan 5% is.
3. Buigradius van staalkabel in gebruik
De kromtestraal van staalkabel wordt bepaald op basis van de steekdiameter en relatieve positie van het tractiewiel, de anti-kabelschijf en het geleidewiel bij het gebruik van staaldraad. Verschillende posities en verschillende steekdiameters bepalen de buigtijden en buigspanning van staaldraad in gebruik. De buigspanning is omgekeerd evenredig met de steekdiameter van elk wiel. Artikel 9.2.1 van GB7588-1995 <Veiligheidscode voor fabricage en installatie van liften>> bepaalt dat de verhouding tussen de steekdiameter van het aandrijfwiel, de katrol of de trommel en de nominale diameter van de ophangkabel niet kleiner mag zijn dan 40, ongeacht het aantal strengen staaldraad. Tijdens het buigproces van staaldraad vindt de relatieve verplaatsing van staaldraad in de streng plaats en is er slijtage aan de binnenkant. Hoe groter de buigspanning, hoe groter de contactspanning tussen de strengen. Met de opeenhoping van tijd zal de staaldraad breken vanwege de spanningsconcentratie. Daarom moet, op voorwaarde dat aan het trekvermogen wordt voldaan, de kromtestraal zo veel mogelijk worden vergroot, het aantal touwwielen worden verminderd, het omgekeerd buigen of draaien van staalkabels worden vermeden en de buigspanning van staalkabel moet tijdens het gebruik worden verminderd om de nadelige factoren voor de levensduur van staalkabels te verminderen.
4. Materiaal tractiewiel en groeftype:
4.1 het groeftype en het materiaal van het tractiewiel hangen nauw samen met de levensduur van staalkabel. Over het algemeen moet de slijtage van staalkabel erg langzaam zijn vanwege de hogere hardheid dan bij het gebruik van touw. Vanwege de afstemming van de kabelspanning en het groeftype glijdt de kabel van de liftkabel, excentrische slijtage en rolt in de groef, wat slijtage van de kabelgroef veroorzaakt. Over het algemeen zijn er halfronde groef, halfronde groef met inkeping en V-groef. Het contactgebied tussen de halfronde groef en het touw is relatief groot, de specifieke drukverdeling van de staalkabel in de groef is meer uniform en de slijtage van het touw is relatief klein. Om de verslechtering van de tractiecondities als gevolg van slijtage te beperken, wordt het onderste deel van het tractiewiel vaak doorgesneden wanneer de kabelgroef niet wordt onderworpen aan een aanvullende hardingsbehandeling. De specifieke drukverdeling van staalkabel in de halfronde groef met inkeping is relatief geconcentreerd en de specifieke druk neemt toe wanneer de inkepingshoek toeneemt. Vanwege het kleine contactoppervlak tussen V-groef en staalkabel is de specifieke drukverdeling van staalkabel in de kabelgroef relatief geconcentreerd, de V-vormige hoek wordt verminderd, de specifieke druk wordt verhoogd en de schade aan de staaldraadkabel is groter in gebruik, wat de levensduur van de staalkabel beïnvloedt.
4.2 in het algemeen moeten de hardheid en elasticiteitsmodulus van de groef worden overwogen voor het materiaal van het tractiewiel. Als het materiaal met zacht materiaal wordt gebruikt, zal de externe spanning worden verminderd, maar de slijtage van de staaldraadkabel zal naar de binnenkant van de staalkabel draaien en de breuk van de staaldraad in de staalkabel zal toenemen. Daarom wordt aangeraden om een polyurethaan kabelgroefvoering op het aandrijfwiel te gebruiken. De voering is ingebed in de overeenkomstige groef en transversale groeven worden op de voering verwerkt. De wrijvingscoëfficiënt van het juiste gegroefde wiel op de niet-gesmeerde staaldraadkabel is bijna ongewijzigd en de slijtvastheid van polyurethaan is ook erg goed, wat de levensduur van de voering verbetert en de levensduur van de liftdraadkabel aanzienlijk verlengt.
5. Staalkabel zelf
Vermoeidheid is een van de belangrijkste redenen voor meer gebroken draden tijdens het gebruik van liftkabel. De gebroken draad van de kabel van de liftdraad die rond het tractiewiel beweegt, is het resultaat van buigvermoeidheid en slijtagemoeheid. Het onderzoek en begrip van het productieproces en de vermoeidheidsessentie is nuttig om maatregelen te nemen in het productieproces, de vermoeidheidsweerstand van liftdraadkabel te verbeteren en de levensduur van liftdraadkabel te verlengen. Het kan de bedrijfskosten verlagen en de veiligheid en betrouwbaarheid verbeteren van de liftwerking.
5.1 effect van touw maken van staaldraad
De beste metallografische structuur is geschikt voor het trekken van staaldraad. In het productieproces, vanwege de oppervlaktebeschadiging van staaldraad, of ernstige krassen, littekens, roestputten en niet-metalen insluitsels gevormd in het staalsmeltproces, is het gemakkelijk om vermoeidheidsbronnen te vormen. Het gehalte en de deeltjesgrootte van niet-metalen insluitsels in staal hebben een significante invloed op de vermoeidheidsprestaties van staalkabel, omdat het reticulaire ferriet in de metallografische structuur na sorbiet de snelle verspreiding van vermoeidheidsscheuren kan bevorderen, dus het netwerkferriet is niet toegestaan in loodgehard staaldraad. De austenitiserende temperatuur van staaldraad en de isothermische transformatietemperatuur van het afschrikken van het lood bepalen de generatie van netwerkferriet. Kwalitatieve invloed, de temperatuur van de automatische regeloven en de technologie van de loodtemperatuur van de productielijn voor het afschrikken van lood is bevorderlijk voor de uniformiteit van de sorbietstructuur en de loodvloeistof circulatie is bevorderlijk voor de uniforme sorbietstructuur van staaldraad op verschillende posities in de loodpot, wat ervoor kan zorgen dat de sterkte van staaldraad na het afschrikken van het lood relatief uniform is, om het minimale fluctuatiebereik van mechanische eigenschappen van staaldraad na tekening. De optimale combinatie van sterkte en taaiheid is gunstig om de vermoeidheidsweerstand van staalkabel te verbeteren. Over het algemeen behoren de rechte draadtrekmachine en de waterkasttrekmachine tot niet-torsietrekken, wat gunstig is voor het verkrijgen van staaldraad met hoge sterkte en hoge taaiheid. De smeer- en koelcapaciteit van de watertank is beter dan die van een droge draadtrekmachine. Trommel- en torenwiel met een grotere diameter kunnen de buigvervorming van staaldraadwikkeling verminderen. Multi-pass lage compressieverhouding kan een hoge taaiheid verkrijgen.
5.2 selectie van staalkabelstructuur
De structuur van staalkabel heeft een belangrijke invloed op de vermoeiingsweerstand van staalkabel. Over het algemeen wordt staalkabel met oppervlaktecontact veroorzaakt door lijncontactdraad en draadkabel wordt veroorzaakt door puntcontactdraad. Voor de staalkabel voor de lift kan vanwege de beperking van de servicevoorwaarden en de relatief smalle ruimteomgeving van de liftschacht het aandrijfwiel met een grotere diameter niet worden geselecteerd. De stijfheid en flexibiliteit van de staaldraadkabel aan het oppervlak is groot, omdat de kabel voor de lift die wordt geproduceerd door smeden, matrijstrekken of walsen, zelden wordt gebruikt. 6-strengs of 8-strengs draadcontactdraad wordt gebruikt voor gewone liftkabel en parallel gedraaide draadkabel wordt gebruikt voor hogesnelheidsliften. Volgens het ontwerpconcept van moderne staalkabel is het gunstig om de vermoeidheidsweerstand van staalkabel te verbeteren om de juiste opening tussen strengen en lagen staalkabel te behouden, maar de opening tussen strengen en touwen moet uniform zijn. Daarom is het erg belangrijk om de draaddiameterverhouding, draaddiametertolerantie en hennepkerndiameter te bepalen.
5.3 selectie van staalkabelvet
De kwaliteit van het vet dat in staalkabel wordt gebruikt, heeft een belangrijke invloed op de vermoeiingsweerstand van staalkabel. Het moet worden geselecteerd op basis van het gebruik en de omgeving van staalkabel en de technische index van vet. De kabel van de liftdraad wordt hoofdzakelijk gebruikt in de binnenliftschacht. Wanneer de liftschacht geen temperatuur- en vochtigheidscontrolemaatregelen neemt, is de interne omgeving van de liftschacht nauw verwant aan de algehele omgeving van het gebied, zoals lage temperatuur en droog in het noordoosten, hoge temperatuur en vochtigheid in het zuidelijke kustgebied . De regionale temperatuur en vochtigheid zijn zeer verschillend, dus het gebruik van eindgebruikers van staaldraad moet worden overwogen bij het selecteren van vet. Het effect van temperatuur op de fysieke eigenschappen van olie is duidelijk. De gladheid van de staaldraadkabel moet zo lang mogelijk worden behouden. Het vet heeft bepaalde prestaties bij hoge en lage temperaturen. Over het algemeen wordt de prestatie bij hoge temperatuur gemeten door het druppelpunt van het vet en de prestatie bij lage temperatuur wordt gemeten door de brosheid van het vet bij lage temperatuur. Het geselecteerde vet moet ervoor zorgen dat de hoge temperatuur niet druppelt en de lage temperatuur niet bros wordt.
5.4 olieaanbrengmethode en hoeveelheid liftkabel
In het productieproces van liftdraadkabel, kan het oliën van touwstrengen over het algemeen worden onderverdeeld in draadoliën, strengoliën en touwoliën, en de oliemethoden kunnen worden onderverdeeld in onderdompelingstype en sproeitype. Volgens het doel van de productie van staaldraad om de oliemethode te bepalen, maar moet ervoor zorgen dat de olie gelijkmatig over het oppervlak van de staaldraad wordt verdeeld, tegelijkertijd voor de fysieke eigenschappen van het geselecteerde vet, de draaisnelheid om te bepalen het oliegehalte om aan de eisen te voldoen. Over het algemeen zal een te hoge olietemperatuur leiden tot vetdenaturatie, een te grote hoeveelheid olie zal de wrijving tussen de staalkabel en het aandrijfwiel verminderen, wat tijdens het gebruik gemakkelijk kan worden weggegooid; een te kleine hoeveelheid olie zal de smeerprestaties van de staalkabel verminderen en de vermoeidheidsweerstand van de staalkabel verminderen.
5.5 selectie van touwkern
Het grootste deel van de staalkabel van de lift neemt een vezelkernstructuur aan, en weinigen van hen gebruiken een metalen kern. De belangrijkste functie van de touwkern is om de touwstreng te ondersteunen om zijn oorspronkelijke vorm in elke staat te behouden. Ten tweede kan de touwkern vet opslaan. Tijdens het gebruik kan de oliebron voor langdurige smering van de staaldraadkabel de staaldraad goed gesmeerd maken. Bovendien kan het het contact tussen staaldraadstrengen en draden verbeteren en de impactbelasting verminderen. Daarom hebben de prestaties van de kabelkern een belangrijke invloed op de serviceprestaties van de staalkabel. Als de kabelkern te dun is, zal de diameter van de staalkabel worden verkleind en kan een bepaalde opening tussen de strengen niet worden gehandhaafd; als de kabelkern te dik is, zal de diameter van de staalkabel toenemen en zal de opening tussen de strengen worden gegenereerd; als er een grote hennepkernverbinding is, zal de staalkabel uitpuilen en het contact tussen de staalkabel en het touwwiel zal snel slijten als gevolg van spanningsconcentratie, wat resulteert in draadbreuk en breuk van de streng, om de rechtheid van de touwkern Diameternauwkeurigheid en gezamenlijke controle zijn erg belangrijk. Het is een van de manieren om de buigvermoeidheidslevensduur van de staaldraadkabel te verlengen door de staalkabel met een hoge elastische kern te gebruiken om de contactspanning tussen de strengen te verminderen wanneer de staalkabel de buigspanning op de kabelschijf draagt.
5.6 Draaiproces staalkabel
De kwaliteit van het draaien van staalkabel heeft rechtstreeks invloed op de vermoeiingslevensduur van staaldraad. Het volgende analyseert voornamelijk de selectie en het gebruik van procesparameters voor het draaien.
5.6.1 selectie van leglengte
Lay-afstand is een zeer belangrijke parameter in de technische index van staalkabel, die een grote invloed heeft op de uitgebreide prestaties van staalkabel. De grootte van de legafstand heeft rechtstreeks invloed op de productie-efficiëntie van staaldraad, het sterkteverlies tijdens het draaien van staaldraad, de breekkracht van het hele touw, de flexibiliteit, losheid, vermoeidheidsweerstand, drukweerstand, slagvastheid, structurele verlenging en diameter van staaldraad. Daarom moet de keuze van de ligafstand niet te groot of te klein zijn en moet rekening worden gehouden met de uitgebreide invloed van verschillende factoren.
5.6.2 gebruik van tooling
Pre-vervormer en post-vervormer zijn de belangrijkste armatuur voor de productie van staalkabels. Het ontwerp van de belangrijkste procesparameters is over het algemeen gebaseerd op de diameter van de draadkabel, de strengdiameter en ervaring
Volgens de formule, om de parameters redelijker en wetenschappelijker te maken, gecombineerd met praktische productie-ervaring en het sterkteniveau van staalkabel, worden de procesparameters respectievelijk geformuleerd.
5.6.3 gebruik van voorspanning
Het belangrijkste doel van het voorspannen van staalkabels is het gedeeltelijk of volledig elimineren van de structurele verlenging van staalkabel die bij gebruik niet volledig kan worden vermeden. Een juiste voorspanbehandeling kan de kronkelende defecten van staaldraad elimineren, de uniforme verdeling van de spanning van staaldraad en draadkabelstreng tijdens het dragen verbeteren, de strengkabel in de meest stabiele positie in structuur maken, wat bevorderlijk is om de vermoeiingssterkte te verbeteren van staaldraad en verleng de levensduur van de draadkabel.
6. Smering van staalkabel:
De smering van liftkabel kan de wrijving van staaldraad effectief verminderen en de levensduur van staaldraad verlengen. Over het algemeen heeft de staaldraadkabel op de toepasselijke plaatsen met een grote diameter van het tractiewiel en een droge temperatuur nog steeds voldoende smeerolie na 3 tot 5 jaar gebruik en is het niet nodig om nieuwe olie toe te voegen. Hoe lang het ook wordt gebruikt, er moet onderhoudssmeerolie worden toegevoegd zolang er roest- of uitdrogingsverschijnselen optreden op de liftkabel.
7. Gebruik en onderhoud van liftkabel
Het gebruik en onderhoud van liftkabel is om de staaldraadkabel effectief te onderhouden na de voltooiing van de liftinstallatie, voornamelijk van de volgende vier aspecten van onderhoud en vervanging, om het veilige gebruik van de liftkabel te garanderen en de verwachte levensduur te bereiken.
7.1 Controleer tijdens de werking van de lift tijdig en regelmatig de werkingstoestand van de staaldraadkabel, voornamelijk inclusief het aantal, de positie en de draaiafstand van de staaldraad; het dunner worden van de draadkabeldiameter; de uniforme spanning van de staalkabel; de smering, reiniging en corrosie van de staaldraad; of de assemblage van het uiteinde van de staaldraad rek of abnormale omstandigheden heeft.
7.2 observeer de slijtage en vervorming van de liftkabel tijdens bedrijf en bevestig of deze door een nieuwe moet worden vervangen. Het fenomeen van een plotselinge breuk van de liftkabel onder normale werkomstandigheden is zeldzaam en de schade wordt over het algemeen gevormd bij langdurig gebruik als gevolg van slijtage, buigmoeheid, corrosie of externe schade, dus observeer tijdig het abnormale fenomeen van staaldraad in werking om onnodige veiligheidsfactoren te vermijden.
7.3 voor de toestand van de liftdraadkabel in de kabelgroef, controleer of het werkoppervlak van de kabelgroef glad is en of de diepte van de staaldraadkabel die in de kabelgroef ligt, consistent is.
7.4 corrosie-inspectie van de staaldraad van de lift: de staaldraad van de lift zal roesten tijdens het gebruik, de mechanische eigenschappen zullen worden verminderd, de diameter van de staaldraad zal dunner worden en de strengen zullen los zitten, wat resulteert in een brosse breuk. Dit soort breuk is lawinebreuk, wat gevaarlijker is dan algemene draadbreuk of slijtage. Regelmatige toevoeging van onderhoudssmeerolie is een manier om corrosie van staalkabels te voorkomen.
Conclusie: als het belangrijkste onderdeel van het liftophangingsapparaat speelt de liftdraadkabel een belangrijke rol in de veiligheidsprestaties van de lift. In het productieproces hebben het ontwerp van procesparameters en de controle van het productieproces een cruciale invloed op de vermoeiingsweerstand van staaldraad. Maatregelen tegen deze factoren kunnen de vermoeiingsweerstand van staalkabel verbeteren. Bij het gebruik van liftkabel kunnen de juiste installatie en onderhoud ook de levensduur van staalkabel verlengen.
LKS lift staaldraad beveelt aan;
Onze liftkabel is gemaakt van helder gefosfateerde en opnieuw getrokken gegalvaniseerde draden. Ze zijn ontworpen voor gebruik in tractie- en doorbuigschijven. Met een hoge treksterkte en uitstekende ductiliteit helpt de draad de levensduur van uw touw te verlengen. Voldoet aan de EN-10264-2 specificaties. De draad is aanpasbaar aan uw project.
Uw prestaties verzekeren
Bekaert heeft een volledig assortiment liftkabeldraad van blank gefosfateerde en opnieuw getrokken gegalvaniseerde draden. Ze zijn ideaal voor het maken van liftkabels vanwege hun hoge treksterkte en uitstekende ductiliteit. Op touwniveau leiden deze eigenschappen tot optimale vermoeiingsprestaties. De draad kan de levensduur van uw touw verlengen en het onderhoud van uw touw verminderen.
Voldoen aan uw eisen
Het gladde coatingoppervlak van de draad en de aangepaste verpakking waarin ze komen, helpen uw productieproces soepel te laten verlopen. Ze zijn geschikt voor dubbelgedraaide strandmachines. Bekaert liftkabeldraad voldoet aan de norm EN-10264-2 specificaties. Ons wereldwijde team van experts kan u ook helpen de eigendommen aan uw specifieke vereisten aan te passen.
Een betrouwbaar trekelement creëren
De kwaliteit van de staaldraden die voor de liftkernen worden gebruikt, heeft een grote invloed op de levensduur van de kabel. Bij het rijden over de trek- en afbuigschijven worden de draden in het touw blootgesteld aan hoge trek- en buigspanningen, waardoor wrijving ontstaat die abrasieve slijtage tot gevolg heeft. De uitstekende mechanische eigenschappen van onze liftkabeldraad zijn een oplossing voor deze problemen.
Lift staalkabels met FC & IWRC
Staalkabels zijn een van de beste keuzes voor lifttoepassingen vanwege de twee hoofdkenmerken: redundantie en detecteerbaarheid, zoals hieronder weergegeven:
- Redundantie is erg belangrijk voor veiligheidsrelevante toepassingen. Als een van de afzonderlijke elementen kapot is, zullen andere elementen zijn functie overnemen en in bedrijf blijven en profiteren van de interactie tussen draden.
- Detecteerbaarheid betekent het vermogen om het einde van de levensduur en de mate van buigmoeheid van lopende draden te bepalen. Naarmate de vermoeidheid toeneemt, breekt er meer externe draad, zodat het mogelijk is om door zichtbare inspectie in te schatten voordat de toestand gevaarlijk wordt.
Normaal gesproken hebben liftkabels een parallelle strengconstructie om het optreden van slijtage te verminderen in vergelijking met kabels met een dwarsliggende constructie. Ondertussen hebben ze een hoge buigduur bij vermoeidheid en minder slijtage aan lopende schijven.
Bouw:
Afhankelijk van de beoogde behoeften zijn er twee verschillende kerntypes beschikbaar: vezelkern (FC) en onafhankelijke draadkabelkern (IWRC).
- Vezelkern, gemaakt van natuurlijke of synthetische vezels, wordt veel gebruikt in touwen en maakt liftkabels gemakkelijker aan te passen aan de relevante groefvorm. Ondertussen biedt de vezelkern uitstekende weerstand tegen contactdruk en langdurige ondersteuning voor liftkabels.
- Onafhankelijke draadkabelkern verhoogt effectief de metalen doorsnede van liftkabels en vermindert trekspanning in individuele draden. Ondertussen verminderen stalen kernen de verlenging van liftkabels onder dezelfde belastingen in vergelijking met vezelkern.
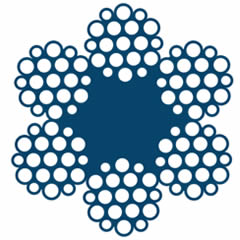
Normaal gesproken bestaat een liftkabel uit zes, acht of negen strengen met FC of IWRC, zoals weergegeven in de volgende afbeeldingen:
Standaard liftkabels met FC

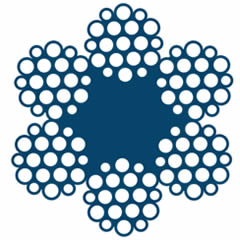
6 × 19 FC & Warrington
6 × 25 FC & toevoegdraad
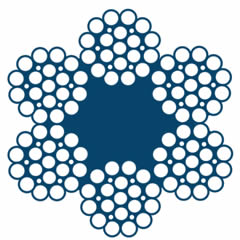
8 × 19 FC & Warrington
8 × 19 FC & Seale
8 × 21 FC & vuldraad
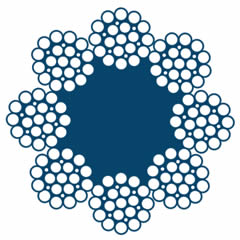
8 × 25 FC & vuldraad
Zes strengen FC-stijl:
- Grote metalen doorsnede voor hoge breukbelastingen.
- Relatief lagere rek.
- Concurrerende prijs per meter.
- Ideaal voor langzaam rijdende vrachtliften.
- Geschikt voor lichte personenliften.
Acht strengen FC-stijl:
- Rondere doorsnede dan touwen met zes strengen.
- Gunstige contactdrukconditie.
- Flexibele doorsnede voor eenvoudigere aanpassingen aan versleten groeven.
- Dunnere draden bieden betere buigeigenschappen bij vermoeidheid.
- Gemiddelde prijs per meter.
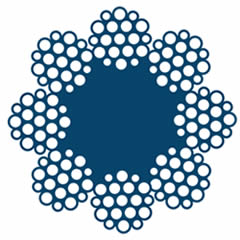
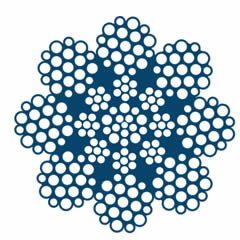 8 × 19 IWRC & Warrington
8 × 19 IWRC & Warrington
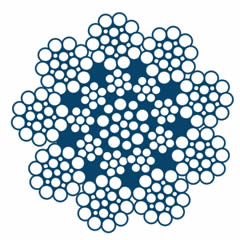
9 × 21 IWRC & vuldraad
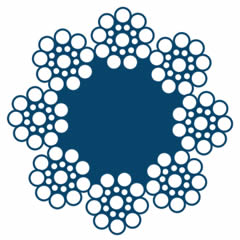
 9 × 25 IWRC & toevoegdraad
9 × 25 IWRC & toevoegdraad
Acht strengen IWRC-stijl:
- Rondere doorsnede dan touwen met zes strengen.
- Geschikt voor groeven met een grote ondersnijding.
- Weinig of geen blijvende en elastische rek.
- Meer flexibele structuur biedt betere vermoeiingsbuigingseigenschap.
- Ideaal voor zware liften
Negen strengen IWRC-stijl:
- Bieden een extreem ronde doorsnede
- Lage contactdruk tussen touw en groef.
- Minimale blijvende en elastische rek.
- Veel dunnere draden bieden betere buigeigenschappen bij vermoeidheid.
- Ideaal voor alle liften met grote schachthoogte.
- Geschikt voor tractie aangedreven liften met een groter aantal keerschijven.
Details:
- Materiaal: kwaliteit blanke staaldraden, gegalvaniseerde staaldraden of RVS op aanvraag.
- Nominale treksterkte: 1370N/m2, 1570N/m2, 1770N/m2 tot 2500N/m2 als uw verzoek.
- Kabeldiameter: 1/4 "tot 3/4" of aangepaste diameters.
- Structuur: parallel gelegde structuur.
- Inpakken: op rollen omwikkeld met oliepapier en jute doek of op houten haspels.
- Kern: FC of IWRC.